Ultraheli sarvon ultrahelitehnoloogia üks sügavamaid aspekte.Isegi MITU AASTA DISAIN- ja arenduskogemusega usume kindlalt, et ainult range testimise ja kvaliteedikontrolli abil suudame toota parimat keevituspeas.Meie insenerid keevitavad pea akustilised omadused ja mehaanilised omadused täiusliku kombinatsioonina, kujundavad need kõige paremini vastavuses klientide vajadustega,ultraheli vormon võtmeparameeter, ultrahelivormi amplituudi parameeter on praktikas samuti väga oluline!
Hallituse amplituudparameetrite disain: keevitusmaterjalide amplituud on põhiparameeter, mis on samaväärne ferrokroomi temperatuuriga, temperatuur ei jõua sulamiseni, liiga kõrge temperatuur põhjustab tooraine kõrbemist või konstruktsioonikahjustusi ja tugevuse halvenemist.Erinevate andurite valiku tõttu on anduri väljundi amplituud pärast sobitamist erinev amplituudi ja keevituspea muutuv suhe, mis suudab töötada keevituspea amplituudi korrigeerimisega vastavalt nõuetele, tavaliselt anduri väljundamplituud 10-20 mikronit ja tööamplituud, tavaliselt umbes 30 mikronit, ja keevituspea amplituudimuutus võrreldes keevituspea amplituudi ja kujuga, Enne ja pärast pindala suhet ja muid tegureid, kuju, nagu eksponentsiaalne amplituudimuutus, funktsionaalne amplituudi varieeruvus, redeli tüüpi amplituudi varieerumine jne omavad suhtele suurt mõju, pindala suhe enne ja pärast kogusuhet on võrdeline suhtega.Kui valite teistsuguseultraheli keevitusmasin, lihtsaim viis on teha see vastavalt keevituspea proportsioonile, mis võib tagada amplituudiparameetri stabiilsuse.

Hallituse sageduse parameetrite disain:Ultraheli keevitajaneil on kesksagedus, näiteks 20 kHz, 40 khz jne. TöösageduskeevitusmasinadSelle määrab peamiselt anduri, võimendi ja sarve mehaaniline resonantssagedus.Generaatori sagedust reguleeritakse vastavalt mehaanilisele resonantssagedusele, et saavutada sama.Thekeevituspeaon tehtud töötama resonantsolekus ja iga osa on konstrueeritud pooleteise lainepikkuse resonaatorina.Nii generaatoril kui ka mehaanilisel resonantssagedusel on resonantstööpiirkond, näiteks üldine seadistus ±0,5 KHz, mille piires saab keevitusmasin normaalselt töötada.Iga keevituspea valmistamisel reguleeritakse resonantssagedust ning resonantssageduse ja kavandatud sageduse vaheline viga peab olema väiksem kui 0,1 khz.Näiteks 20 kHz keevituspea puhul juhitakse keevituspea sagedust vahemikus 19,90–20,10 khz ja viga on 5 ‰.
Vormi vibratsioonisõlme kujundus:keevituspea ja määrdevarras on konstrueeritud töösagedusega poollainepikkuse resonaatorina.Tööseisundis on kahe otspinna amplituud suurim ja pinge kõige väiksem, samas kui keskmise asendiga võrdväärsel sõlmel on amplituud null ja maksimaalne pinge.Ülddisain fikseeritud sõlme positsiooni jaoks, kuid tavaliselt on disaini paksuse fikseeritud asend suurem kui 3 mm või soon on fikseeritud, nii et fikseeritud asend ei tohi olla nullamplituudiga, see toob kaasa mõned kõned ja osa energiast kaotus, heli jaoks tavaliselt kummirõngaga koos teiste osadega või heliisolatsioonimaterjalidega varjestamiseks. Energiakadu võetakse arvesse stantsi amplituudi parameetrite kavandamisel.
Rohkem kui 10 aastat müügi-, reguleerimismasina ja keevitamise kogemust, tuttav erinevate seadmete ja erinevate plastikeevituste omadustega, neetimisomadustega, täpse disainivormi amplituudiga;On palju tavapäraseid katsekeevitusvorme, mis pakuvad klientidele katsekeevituskatseid ja annavad täpseid keevitustulemusi.
Sagedusel:Iga seadme anduri ja määrdevarda sageduses on vigu ning häälestusvahemik jääb üldiselt -0,6+0,1khz piiresse.Seetõttu valmistame tooted standardsageduse miinus 0,25khz järgi, kui klient sagedust ei määra.Näiteks meie valmistatud 15KHZ vormi sagedus on 14,75khz.20KHZ sagedus on 19,75khz, seega saab kasutada mis tahes tootja seadmeid;Garanteerime, et vorme tehakse mitmeid kordi minimaalse veaga, et vorme saaks vahetada ilma seadmete sagedust ümber häälestamata või vaid vähese peenhäälestuseta.
Amplituud:0,77um 0,56um 0,40um 0,35um 0,30um 0,25um (vastab omakorda eelmise üksuse sagedusele)
Amplituudi kohta:kuna iga seadme jõudlus on ebaühtlane, on häid ja halbu, teeme sobiva amplituudi vastavalt klientide poolt kasutatavate seadmete jõudlusele ja keevitustoote materjalile;
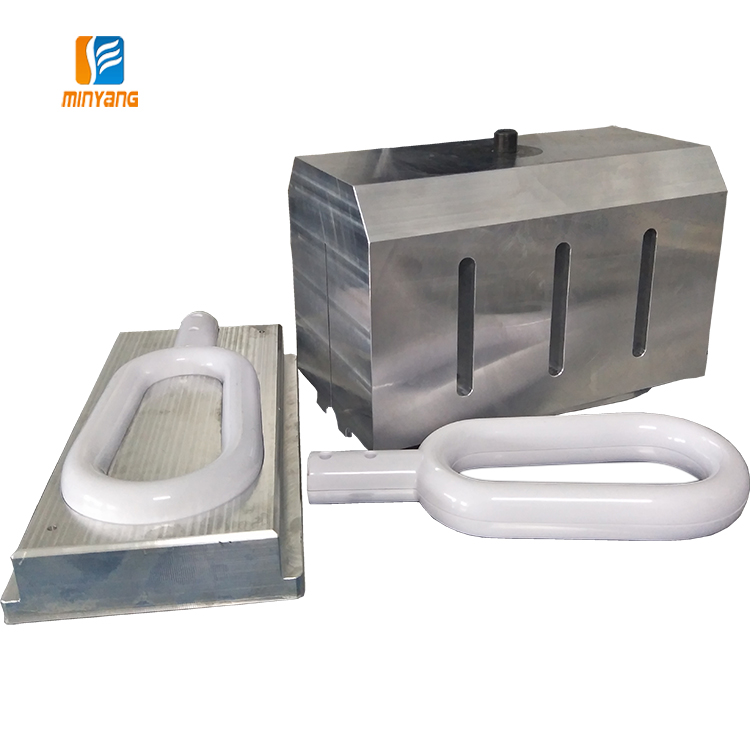
Mingyang ULTRASONIC EQUIPMENT CO., Ltd.on professionaalne ultraheliseadmete/disaini/ultrahelivormide uurimis- ja arendustegevuse, tootmise ja müügiga tegelev koostööettevõte.Kvaliteedi parandamiseks ostsime 5 CNC-arvutigraveerimismasinat ja lühendasime vormimise ajatsüklit, et keevituspea projekteerimine ja tootmine suhteliselt lühikese ajaga lõpule viia.Nüüd on ettevõttel lisaks erinevate standardsete spetsifikatsioonide suurtootmisele ja vastava keevituspea tootmisele keevituspea (HORN) projekteerimis- ja tootmistsehh, seal tegeletakse paljude aastate meistrite keevituspeade valmistamisega.Vastavalt erinevatele kujunditele, erinevatele nõuetele, kasutades Ameerika Ühendriikidest imporditud alumiiniumisulamist materjale, ilus välimus, vastupidav, klientide poolt hästi vastu võetud.
Postitusaeg: 06. september 2022